For over 50 years, the floating valve tray has been the workhorse of the petroleum and petrochemical industry. This conventional tray technology, with either a rectangular or round floating valves, is applied when a wide range of operation is required and fouling concerns are minimal. Turndown ratios up to 10:1 can be achieved with a properly designed float valve tray. With legless round float valves, low-pressure drop trays can be fabricated by using venturi throat holes in the tray floor.



This vapor/liquid contacting device is used when turndown requirements are moderate and fouling could be a concern. Fixed valves are integral to the tray deck and do not move, so there is no concern about the valves becoming stuck or popping loose and damaging process pumps. Fixed valve trays offer improvement over sieve trays with superior fouling resistance and turndown capabilities. Turndown ratios up to 3:1 can be achieved with a proper tray design. When range of operation is not critical the fixed valve tray provides the best balance between cost and performance for conventional trays.


 While some engineers consider this technology obsolete, bubble cap trays still have several applications where they are best fit for the job. They are utilized frequently in glycol dehydration applications where the liquid rate is low, and a wide range of operation is required. Turndown ratios over 10:1 can be achieved with a properly designed bubble cap tray.
While some engineers consider this technology obsolete, bubble cap trays still have several applications where they are best fit for the job. They are utilized frequently in glycol dehydration applications where the liquid rate is low, and a wide range of operation is required. Turndown ratios over 10:1 can be achieved with a properly designed bubble cap tray.
 This mass transfer device is the only tray that is suitable for both vapor/liquid and liquid/liquid contacting. As a fixed orifice-contacting device, the sieve tray is also one of the most economical trays because it does not have separate valves. It is used when turndown is limited to 2:1 and fouling is not a concern. Any sieve tray design can be improved with a fixed valve design for superior fouling resistance and greater turndown capability.
This mass transfer device is the only tray that is suitable for both vapor/liquid and liquid/liquid contacting. As a fixed orifice-contacting device, the sieve tray is also one of the most economical trays because it does not have separate valves. It is used when turndown is limited to 2:1 and fouling is not a concern. Any sieve tray design can be improved with a fixed valve design for superior fouling resistance and greater turndown capability.
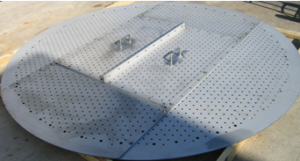 Dualflow trays are probably the least expensive vapor/liquid contacting devices on the market as these trays do not incorporate valves or downcomers. They can operate with a similar efficiency of a sieve tray, but only at the specific design vapor and liquid rates. The tray efficiency drops off quickly outside a narrow range of operation. The capacity of these trays is lower than fixed or float valve trays. Dualflow trays are effective in fouling conditions. Since there are no downcomers for the liquid to flow down the column, the vapor and liquid must fight to flow counter-currently through the same hole area. This chaotic competition between the vapor and liquid creates a vigorous pulsating action on the trays that keeps the holes from plugging.
Dualflow trays are probably the least expensive vapor/liquid contacting devices on the market as these trays do not incorporate valves or downcomers. They can operate with a similar efficiency of a sieve tray, but only at the specific design vapor and liquid rates. The tray efficiency drops off quickly outside a narrow range of operation. The capacity of these trays is lower than fixed or float valve trays. Dualflow trays are effective in fouling conditions. Since there are no downcomers for the liquid to flow down the column, the vapor and liquid must fight to flow counter-currently through the same hole area. This chaotic competition between the vapor and liquid creates a vigorous pulsating action on the trays that keeps the holes from plugging.
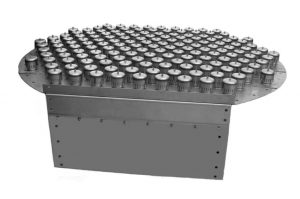
Cartridge trays are utilized in smaller diameter columns that have body flanges and no manways. In a column under 30” in diameter, it is not practical for an installer to enter the vessel for the typical ring-supported tray installation. The trays are connected with through-rods and installed in bundles of 5 to 8 trays per bundle. The periphery of the tray is sealed at the wall with a variety of gasket systems to maintain the desired liquid level on the tray.

Baffle trays are unperforated trays with large “downcomer” areas for use in low-efficiency and highly fouling services which require a lower degree of vapor/liquid contact when compred to other conventional trays. The vapor passes through a curtain of liquid flowing from the tray deck above instead of the normal intimate vapor/liquid contact on the tray deck. AMACS can fabricate these trays as side-to-side (shed deck) style trays or disk-and-donut style trays.